 材料的获取较为容易,且多数模具使用的材料符合冲压要求,加之各种处理技术不断完善、冲压设备质量不断提高,从而延长了模具的使用寿命。随着社会经济的发展,人们对生产技术的要求在不断提高,冲压模具、冲压设备也将占据更重要的地位。
材料的获取较为容易,且多数模具使用的材料符合冲压要求,加之各种处理技术不断完善、冲压设备质量不断提高,从而延长了模具的使用寿命。随着社会经济的发展,人们对生产技术的要求在不断提高,冲压模具、冲压设备也将占据更重要的地位。
1 工件工艺分析
工件的外形部分为圆筒,注油口的尺寸为54 mm。注油口的工艺要求非常高——不仅要求高精度,还要具有较高的光洁度。冲压工艺的优点较多,比如能提高生产质量、保证工件工作时的稳定性、降低整体工件的生产成本等。因此,采用该工艺能冲压外形较为复杂的工件。该技术已被广泛应用于汽车制造、轻工业、国防、电器、家电和日用品等领域。从上述分析不难看出,注油口需要经过落料、拉伸、预制冲孔、翻边和修边冲孔加工等工序,但其需要多次拉伸。因此,应预先模拟冲孔设计。本次设计的难点是对翻边相关参数的计算和冲侧孔的布局。本次设计的精度要求不高,只要能满足预定条件即可。
2 工件冲压工艺
工件冲压工艺主要分为2步:①计算毛坯尺寸,并在翻边前记录未完成工件的外形和体积。冲孔为54 mm,工件的制作不能完全依靠翻边,还需要依靠拉伸来完成。②确定工艺方案。对于凸缘拉伸件,有很多处理办法,比如工件拉伸后车去底部;工件拉伸后冲去底部;工件拉伸后预先冲孔,然后翻边、拉伸,再冲孔,最后翻边复合;工件落料、拉伸后冲孔复合,再翻边。
上述工艺方案中,采用第一种方法能提高工件的制作质量,但会降低生产效率,且在某些情况下,无法完全适应冲压条件;采用第二种方法需要增加塑型操作,但这样无法保证工件质量;采用第三种方案时涉及冲孔和翻边,冲压有一定的难度,有可能导致冲压厚度不足,进而导致工件强度较低;而采用第四种方案能有效弥补前三种方案的缺陷。此外,在具体冲压过程中,翻边工序的不同会导致工件的质量不同,因此,第四种方案为本次设计的最优方案。
3 复合模的设计和计算
3.1 各工序压力的计算和压力机的选定
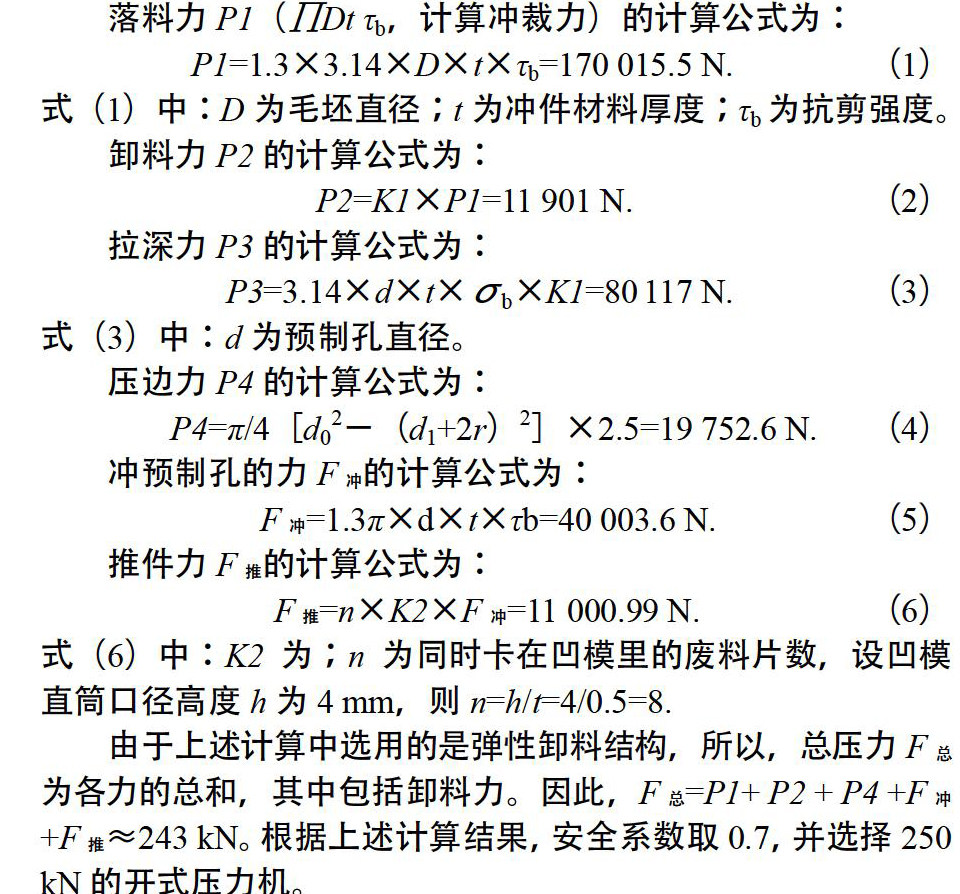
式(6)中:K2为;n为同时卡在凹模里的废料片数,设凹模直筒口径高度h为4 mm,则n=h/t=4/0.5=8.
由于上述计算中选用的是弹性卸料结构,所以,总压力F总为各力的总和,其中包括卸料力。因此,F总=P1+ P2 + P4 +F冲+F推≈243 kN。根据上述计算结果,安全系数取0.7,并选择250 kN的开式压力机。
3.2 确定相关工序中的水平高度
水平高度L为H1到H4的和。其中,H1为凸模固定板的高度,一般占到总高的40%,即30 mm;H2为卸载版的高度,一般设为12 mm;H3为导料板厚度,取4 mm;H4为附加长度,包括修模余量和安全长度,取28 mm。因此,L= 74 mm,即凹凸模的长度为74 mm。但该数值并不是最终长度,还需要经过多次优化后选定最终长度。
3.3 相关数据的计算
凹模弧度h的计算公式为:
h=K×b. (7)
凹模壁厚c的计算公式为:
c=1.5-2h. (8)
式(7)(8)中:K为固定系数,如果零件较为复杂,则取大值,反之则取小值;b为冲裁件的最大外形尺寸。
通过综合计算得知,h为18.3 mm,c为41 mm。
3.4 模具选型和相关结构的选择
本次方案采用复合模的特点,在实际冲压过程中能实现设计中的深度。其零件采用浅拉边缘式加工,属于落料、拉深、冲孔相互结合的复杂加工方式,落料、冲孔时使用正装式,拉深时使用倒装式;模具下方采用压圈和顶件工序,并设置有推送器具。上述加工方式的好处在于整个零件的留出速度非常快、生产流程标准化,适合在拉深深度浅、加工工艺要求不高的加工中采用。
设计上模时,为了保证零件底部不出问题,且零件不与其他影响因素相关联,本设计采用了连接推杆专用工具来实现工件的进出。在该程序中,拉深深度为12 mm,工件厚度为1 mm,因此,在实际装载过程中优先采用弹性装置。此外,在模具下方装有气垫装置,作用是使顶杆保持运动,从而确保压边圈的其他作用能正常发挥。比如,顶件、模上刚性压件,以及一些辅助性、刚性的卸料板,可保证整个装置的结构严密。
在本次设计中,缺陷之一是由于拉深件可能卡在刚性卸板料中不易进出,有时需要人为操作解决,进而导致效率降低,因此,需要调整拉杆长度。在实际操作过程中,只要保证气垫的气压充足,则可消除上述缺陷。此外,本次模架的选用综合了其他模架的操作特点,选用了后侧布置导柱的方式。
3.5 模具压力中心分析
在制件过程中,经过加工后的凹凸模比较规整,因此,整个工件的中心就是模具压力的中心。本次设计中,建立标准的坐标系非常重要,该坐标系的原点在模具压力的中心点上。
4 对翻边模的设计和计算
4.1 翻边力、顶件力的计算和压力机的选定
计算翻边力F翻的计算公式为:
F翻=1.1πt(D-d0)σs=17 601 N. (9)
顶件力设定为翻边力的10%,则:
F顶=F翻/10=1 760 N. (10)
根据上述计算可知,总压力F总的值为各个力的和,即F总= F顶+F翻≈20 kN。根据本次设计中的多种影响因素,安全系统选为0.8,并选择160 kN的压力机。
4.2 模具类型的选定和模具外形的设计
本次加工的主要工序是模具的翻边处理,翻边的垂直距离为10 mm,翻边难度较大、精度较高。本次翻边凹模被配置在模座上方,拉伸后的带凸缘筒形件被装配在翻边凹模旁边,并利用螺钉和销钉将二者固定在模座上。在卸料时,推件杆可将胚料从翻边的凹模中推出,这种方式非常快捷、方便。
翻边凸模被装在下模座上。在卸料时,压边圈与限位螺钉共同作用,且压边圈能通过拉杆将作用力送至指定位置。
4.3 对压力中心分析
本次设计中模具的翻边较为规整,模具的几何中心就是压力中心,设计中各个参数的设置和选定较为方便。
4.4 冲模闭合高度分析
在设计初步分析中,冲模的高度为172 mm,符合本次设计中压力机闭合高度为144~215 mm的范围要求。因此,初步选定的冲模高度值符合设计要求。
4.5 模座的选择
本次模具上模座的规格为160 mm×160 mm×45 mm,下模座的规格为160 mm×160 mm×45 mm。
上模座具体的结构尺寸为:L=160 mm,B=160 mm,t=45 mm,A2=195 mm,L1=170 mm,S=170 mm,A1=110 mm,R=42 mm,l2=80 mm,D(h7)=42 mm.
下模座具体的结构尺寸为:L=160 mm,B=160 mm,t=45 mm,L1=170 mm,S=170 mm,A1=110 mm,A2=195 mm,l2=80 mm,R=42 mm,d(r7)=28 mm.
5 对垂直切边模的选定
5.1 切边力的计算和压力机的选择
切边力F切的计算公式为:
F切= 1.3π×d×t×τb=110 009.9 N. (11)
废料刀切断废料所需的力F1=4 550 N,因此,F总=F切+F1≈115 kN。
5.2 模具结构的选型设计
为了获得精准的数据,在本次设计的最后环节进行了模具的切割。在本次切割环节中,需要切下无用环装材料,因此,采用废料切刀切掉了环绕在模具周边的废料,这样能减少卸料板的用量,从而使整个模具内部简化,提高了加工效率,简化了加工流程。
6 结束语
经过初步测试,本次设计中生产的模具可用于机床生产加工,且可保证各个零件的质量和外表光滑度。实践证明,采用本设计不仅减少了材料的浪费,提高了产品质量,还进一步促进了生产效率的提高。
参考文献
[1]模具实用技术丛书编委会.冲模设计应用实例[M].北京:机械工业出版社,2003.
[2]冲模设计手册编写组.冲模设计手册[M].北京:机械工业出版社,2002.
[3]牟林.冲压工艺与模具设计[M].北京:北京大学出版社,2010.
[4]王玉钰.轿车加油口内板冲压工艺与模具设计[J].农业装备与车辆工程,2014,52(5).
〔编辑:张思楠〕
扩展阅读文章
推荐阅读文章
推荐内容
77范文网 https://www.hanjia777.com
Copyright © 2015-2025 . 77范文网 版权所有
Powered by 77范文网 © All Rights Reserved. 备案号:粤ICP备15071480号-27